
Belt Conveyors
 Do you need to move materials at steep angles without losing capacity?
Do you need to move materials at steep angles without losing capacity?














Do you need to move materials at steep angles without losing capacity?
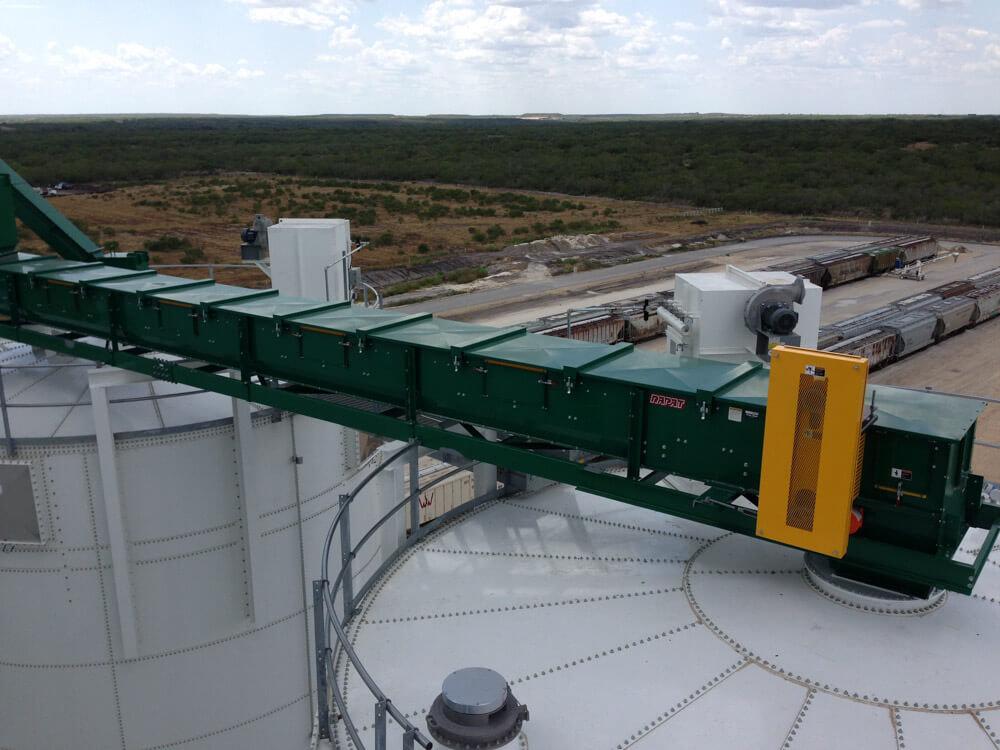
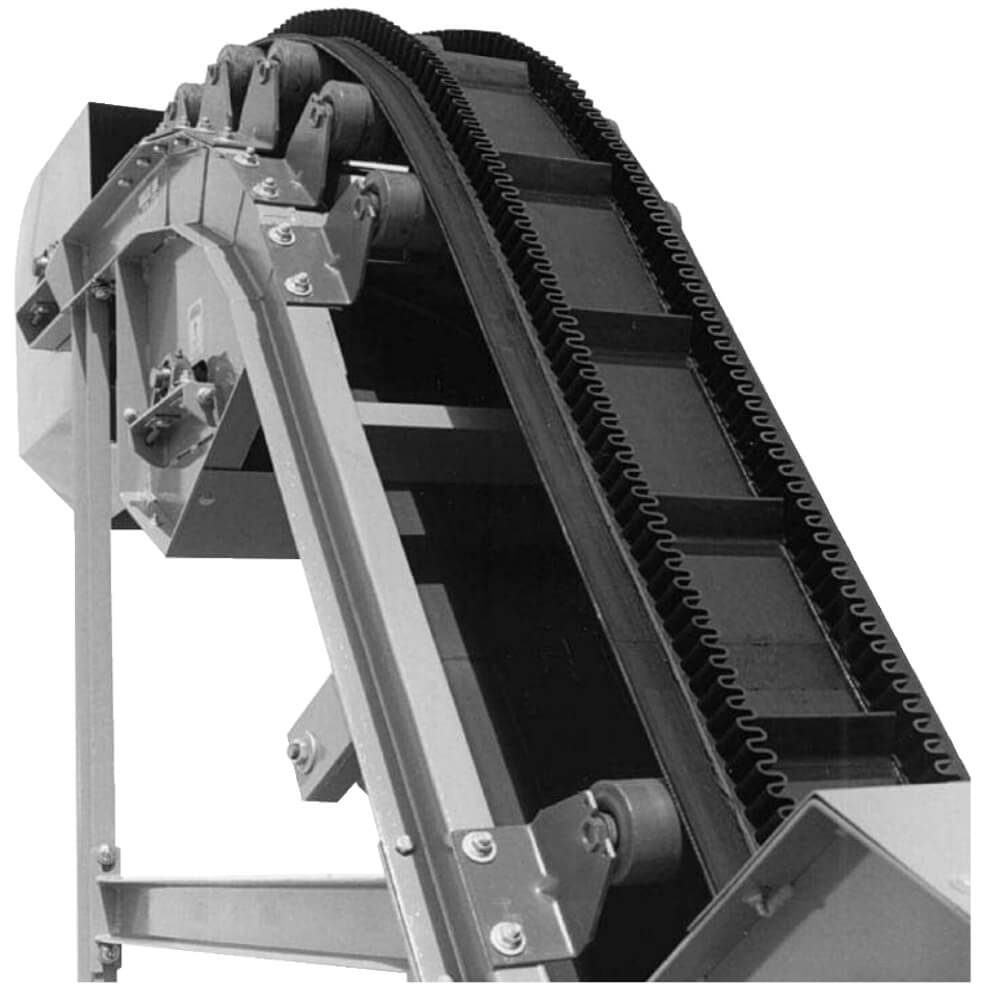
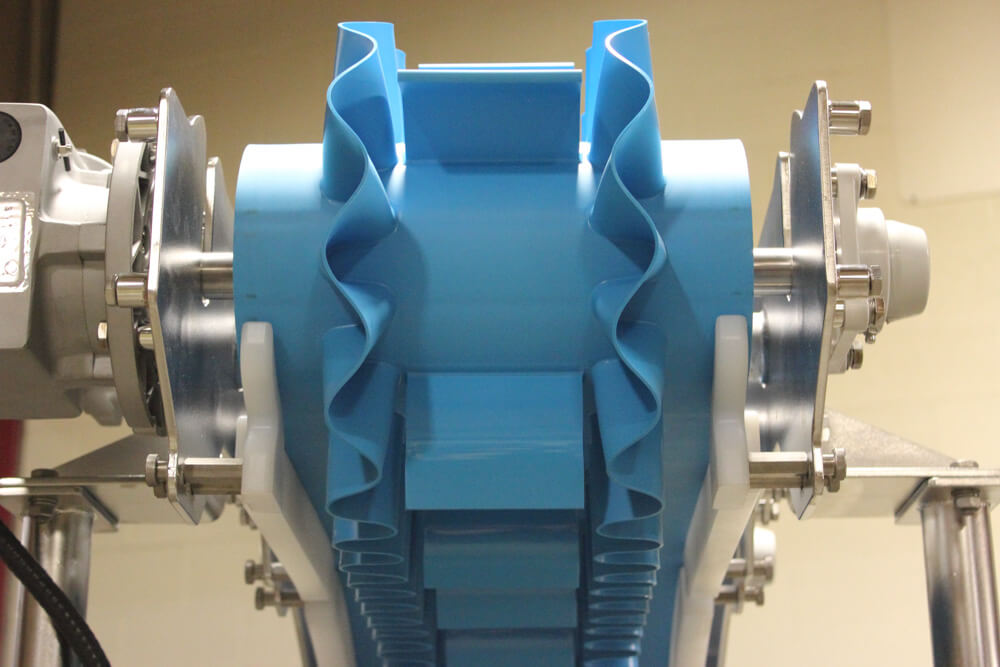
The Rapat Flexowell conveyor is uniquely suited for your application—it moves product at angles up to 90°! Plus, since it conveys your product in a protective pocket, damage is minimized while overall throughput is maximized. Our corrugated sidewall belting will handle a wide variety of products in nearly any application. From fragile materials such as glass products or pellets to very abrasive items such as pumice, sand, and gravel; from very fine powders to heavy, bulky products, the Rapat FLX will move them all.
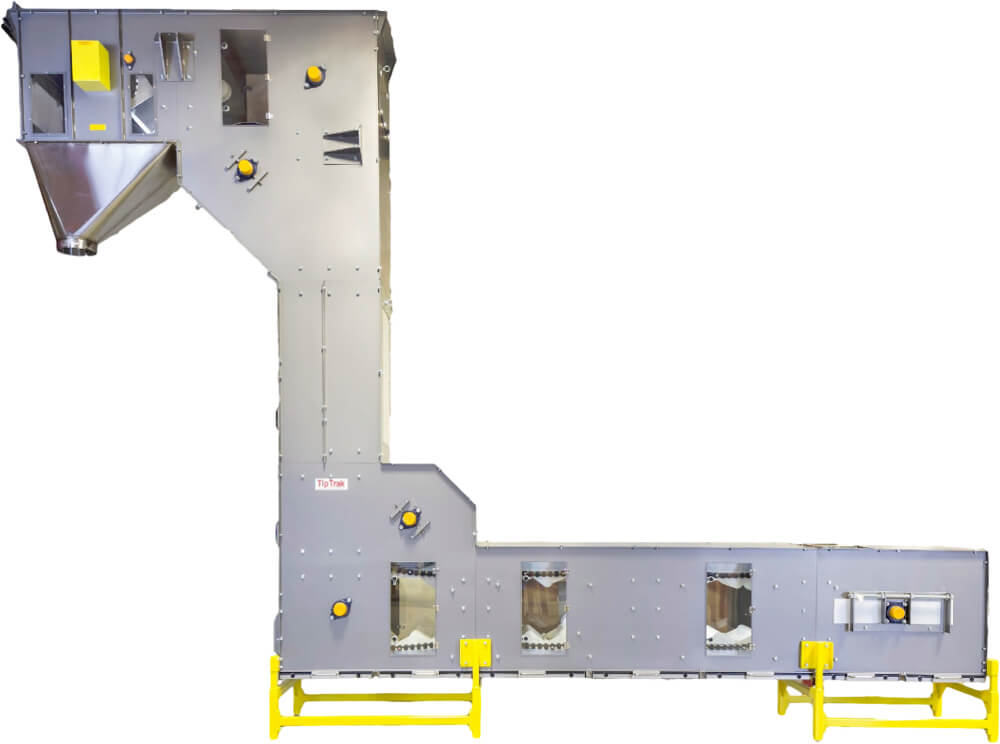
Our UniTrak TipTrak bucket elevators have been the number one choice for food and chemical process companies to elevate their value-added powders and bulk products. The TipTrak bucket elevator provides the gentlest handling, the least spillage, the lowest maintenance, and the quietest operation of any bucket conveyors system.
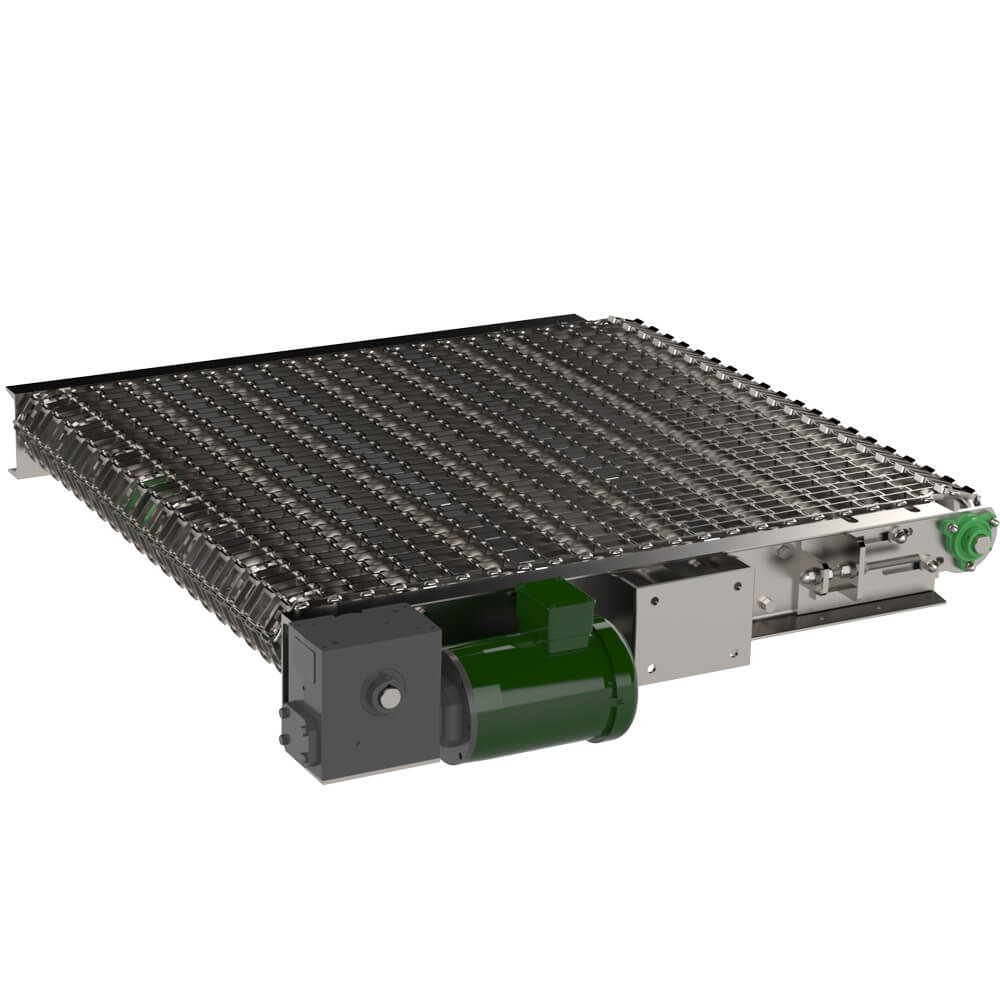
Similarly, Unitrak KleanTrak conveyors are cleated belt conveyors specifically engineered to overcome the challenges of sanitary conveying. These conveyors are designed to allow easy cleaning in food, pharmaceutical, and other washdown environments. KleanTrak sanitary belt conveyors can operate at any angle up to 90°.
Contact Us Today










